









Отдел технического контроля
7 этапов испытаний качества порошкового покрытия*
 1
Измерение адгезии
1
Измерение адгезии
Это прочность сцепления покрытия с подложкой. Контроль качественного показателя адгезии: годно / не годно.
На участке поверхности образца режущим инструментом специалист лаборатории производит не менее шести параллельных надрезов до металла на расстоянии 1, 2 или 3 мм друг от друга, в зависимости от толщины покрытия. Аналогичным образом делаются надрезы в перпендикулярном направлении.
Далее с помощью липкой ленты производится испытание адгезии, результат указывается в баллах. Отсутствие признака отслаивания оценивается специалистом в 0 баллов.
 2
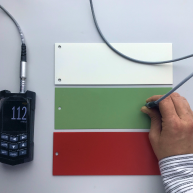
Измерение толщины
2
Измерение толщины
Основной метод измерения – определение толщины отверждённого покрытия специальным прибором.
Производится с помощью многофункционального прибора измерения геометрических параметров (толщиномера). Это дает возможность измерять покрытия на стальных, нержавеющих, цветных металлических изделиях. Погрешность до 2 мкм.
Метод измерения относится к неразрушающим методам, который можно проводить на готовом изделии.
 3
Твердость по Бухгольцу. Факультативный
3
Твердость по Бухгольцу. Факультативный
Твердость – показатель определяющий способность покрытия противостоять царапанию и истиранию.
Испытание заключается в измерении длины отпечатка, оставленного на покрытии индентором. Индентор под определенным грузом воздействует в течение определенного времени на покрытие, после чего измеряется размер отпечатка. Чем длиннее остается отпечаток от идентора, тем менее твердое покрытие.
Метод определения сопротивления вдавливанию по Бухгольцу описан в ГОСТ 22233-2001 и рекомендован для определения твердости защитных покрытий.
 4
Изгиб
4
Изгиб
Метод определяет способность покрытия изгибаться вместе с подложкой без нарушения целостности или адгезии покрытия.
Определяется наименьший диаметр стержня изгибая пластинку образец, вокруг которого не происходит разрушение покрытия.
Эластичность при изгибе - способность пленки краски сохранять механическую целостность при изгибе.
Эластичность полимерного покрытия играет важную роль, если область применения детали будет связана нагрузками в виде температурных изменений или специальной обработки.
 5
Прочность при ударе
5
Прочность при ударе
Метод определяет способность покрытия воспринимать ударные нагрузки.
С небольшой высоты груз определенного веса падает на боек. Он в свою очередь ударяет образец с покрытием с лицевой (прямой удар) или обратной стороны (обратный удар). Определяется удар наибольшей силы, не нанесший повреждений покрытию.
Порошковое покрытие защищает металлические поверхности, эксплуатируемые в самых неблагоприятных условиях. Испытание прочности - это гарантия долгой эксплуатации металлоизделий.
 6
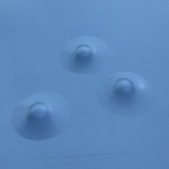
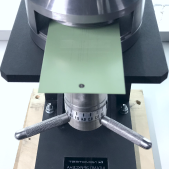
Прочность по Эриксону
6
Прочность по Эриксону
Определяется прочность покрытия при растяжении. Проводится на специальном стенде – Штамп Эриксона.
Штамп Эриксона используется для определения прочности (эластичности) покрытий при глубокой вытяжке или вдавливании. Прибором определяется повреждение покрытия при воздействии на него статической нагрузки: выдавливания.
Испытания производятся на штампе путем вдавливания сферического индентора в жестко закрепленную подложку с покрытием до повреждения покрытия. Глубина вдавливания в миллиметрах определяет прочность и качество металлоизделия.
 7
Измерение блеска
7
Измерение блеска
Блеск — это способность поверхности порошкового покрытия на изделии отражать свет без рассеивания.
Блеск может быть оценён посредством визуального осмотра, который не сравнится по точности со специальным прибором - блескомером , который измеряет качество порошкового покрытия в единицах блеска. Данный метод относится к неразрушающим методам контроля.
Принцип определения блеска основан на измерении направленно отраженного пучка света. Его интенсивность измеряется в угловом поле вокруг угла отражения. Интенсивность отраженного пучка света зависит от материала поверхности и угла падения пучка света.
* Методы контроля качества порошковой покраски на производстве, проводимые на специально подготовленных образцах (в основном 75х200 мм).
Образцы делаются в следующих случаях:
- «образцы-свидетели», на которые покрытие наносится одновременно с заказом;
- при отработке режимов на новую краску или партию уже применяемой;
- в случае входного контроля сырья - рулонного проката.
Лаборатория завода «Профметалл» относится ответственно к выбору материалов на производстве, чтобы соответствовать российским и международным стандартам. Чтобы проводить испытания, мы оснастили нашу лабораторию камерой соляного тумана, которая имитирует воздействие окружающей среды. Можно в ускоренном режиме протестировать изделия, не дожидаясь естественного многолетнего цикла.
Тест на нейтральный солевой туман
Целью данного испытания является определение устойчивости системы цинкового и порошкового покрытия к коррозии. Испытания проводятся периодически. Время испытания устанавливается в зависимости от предполагаемого типа коррозионной нагрузки окружающей среды. Оценка результатов испытаний проводится согласно Российским и/или международным стандартам.



Правила ухода за порошковым покрытием
Порошковое покрытие выполняет антикоррозионную защиту только в целостном состоянии. Поэтому обязательно проводите плановые осмотры и очистку 2 раза в год — весной и осенью.
Для мойки используйте мягкую ткань или губку с мыльной водой (pH 5-8), неабразивными жидкими средствами или автошампунем. Температура — от +5 до +30°С, время воздействия — не более 1 часа.
После очистки тщательно промойте чистой водой и вытрите насухо — иначе останутся пятна.Категорически запрещено использовать: абразивы, растворители, хлор, кислоты, щелочи, бензин, керосин, дизтопливо и любые средства неизвестного состава. Также сразу удаляйте загрязнения животного происхождения и скопления листвы — со временем очистить их будет сложнее. Нарушение этих правил разрушает покрытие, что ведет к вспучиванию и ржавчине. А соблюдение рекомендаций — залог безупречного внешнего вида фасада на протяжении всего срока службы.